GB/T7706-2008印刷檢測儀器(免費(fèi)下載)
作者(zhě):恒科發布日(rì)期:2023-05-15 23:05 已瀏覽閱讀:
2863次
目次
前言(yán)
1 範圍
2 規範性(xìng)引用文件(jiàn)
3 術語和定義
4 產品(pǐn)分類
5 技術要求
6 檢驗方法
7 檢驗規(guī)則
8 標誌、包裝、運(yùn)輸(shū)、貯存
附錄A(規範(fàn)性附錄)墨層牢度試驗用膠帶
參考文(wén)獻
前言
本標準代替GB/T7706-1987《凸版裝潢印(yìn)刷品》。
本標準與(yǔ)GB/T7706-1987相比主要修改如下:
—標準的(de)結構形式按照GB/T1.1-2000進行了修改;
—標準中的“外觀”、“成品規格尺寸偏差(chà)”、“套印(yìn)誤差”及(jí)“實地(dì)印刷要(yào)求”等作了適當的修改;
—標準中增加了“墨層結(jié)合牢度”的要求。
本標準的附錄(lù)A為規範性附(fù)錄。
本標準(zhǔn)由(yóu)新聞出版總(zǒng)署提出。
本標準由全國印刷(shuā)標準化技術委員會歸口。
本標準起草單位:上海(hǎi)包(bāo)裝造紙(集團)有(yǒu)限公司、國家輕工業(yè)包裝裝潢印刷製品質(zhì)量監督檢測上海(hǎi)站、全(quán)國輕工業包裝(zhuāng)標準化中心、上海正偉印刷有限公(gōng)司、上海集振印刷廠(chǎng)責任有限公司、中國包裝技術(shù)協會包裝印刷委員會。
本標準主要起草人:鄭紹楠、陳麒(qí)祥、蔡和平、魏嘉宏、高慧菁、王國雄。
本標(biāo)準於1987年首次發布。
凸版裝潢印刷品
1 範圍
本標準規定了凸版裝(zhuāng)潢印刷品的分類、要求、檢驗方法(fǎ)、檢驗規則(zé)、標誌(zhì)、包裝、運(yùn)輸、貯存等。
本標準適用於凸(tū)版印(yìn)刷(柔性版印刷除外)工藝生產的紙質(zhì)和塑料薄(báo)膜裝潢(huáng)印刷品。
2 規範性引用文件
下列文件中的條款通過本標準的引用而(ér)成為本標(biāo)準的條款。凡是注日(rì)期(qī)的引用文件,其隨(suí)後所(suǒ)有(yǒu)的修改單(不包括勘誤的內容)或修訂版均不適用於本標準(zhǔn),然而,鼓勵根據本標準(zhǔn)達成協議的各(gè)方研究是否可使用這些文件的最新版本。凡(fán)是不注日期(qī)的引用文件(jiàn),其最新版本適用(yòng)於本標準。
GB/T2792-1998壓敏膠粘(zhān)帶180度剝(bāo)離強度(dù)測定方法(eqv JISZ 0237:1991)
GB/T2828.1計數抽樣檢驗程序 第1部分:按接收質量限(AQL)檢索的逐批檢驗抽樣計劃(GB/T2828.1-2003,ISO2859-1:1999,IDT)
GB/T17934.1-1999 印刷技術 網目調分色片、樣張和印刷(shuā)成品(pǐn)的加工過程控製 第1部(bù)分:參(cān)數和測試方法(eqv ISO 1264-1:1996)
GB/T18722 印刷技術 反射密(mì)度測量和色度測(cè)量在印刷過程控製中的應用(GB/T18722-2002,eqv ISO 13656:2000)
GY/T3 色評價照明(míng)和觀察條件
ISO 13655 印刷圖像的光譜測量與色試計(jì)算
ISO 14981 印刷用反射密度儀的光學幾何與測量學條件
ISO 15994 印刷技術 印刷品測度視覺光澤度
3 術語和定(dìng)義
下列術語和定義適用於本標準
3.1
凸版印刷relief printing
用圖文部分高於非圖文部分的印(yìn)版進行印刷的方式(shì)。分為直接凸版印刷和間接凸版印刷。[GB/T9851.1-2008,5.7]
3.2
燙(tàng)印 hot foil-stamping
在(zài)紙張、紙板、紙品、塗布類等物品上(shàng),通(tōng)過燙模將燙印材料轉(zhuǎn)移在被燙物上(shàng)的加工。[GB/T9851.7-2008.4.6]
3.3
覆膜 film iaminating
將塗(tú)有黏合劑的塑(sù)料薄膜覆合到印品表麵的工藝。[GB/T9851.7-2008.4.5]
3.4
上光 coating
在印品表麵塗布透明(míng)光亮材料的工藝。[GB/T9851.7-2008.4.4]
3.5
主要部位 prime section
畫麵上反(fǎn)映主題的部位,如圖像、文字、標誌(zhì)等(děng)。[GB/Y7005-2008 平版裝潢印刷品,3.8]
3.6
次要部位(wèi) subprime section
畫麵上除主要部位以外的其他部位。[GB/T7705-2008 平版裝潢印刷品,3.9]
4 產品分類
4.1 精細產(chǎn)品
采用高(gāo)質量印刷主、輔材(cái)料和精細(xì)製版工藝生產、質量符(fú)合精細產品各項指標的高檔裝潢印刷品。
4.2 一般產品
除精細產品以外的其他(tā)裝潢印刷品。
5 技術要求
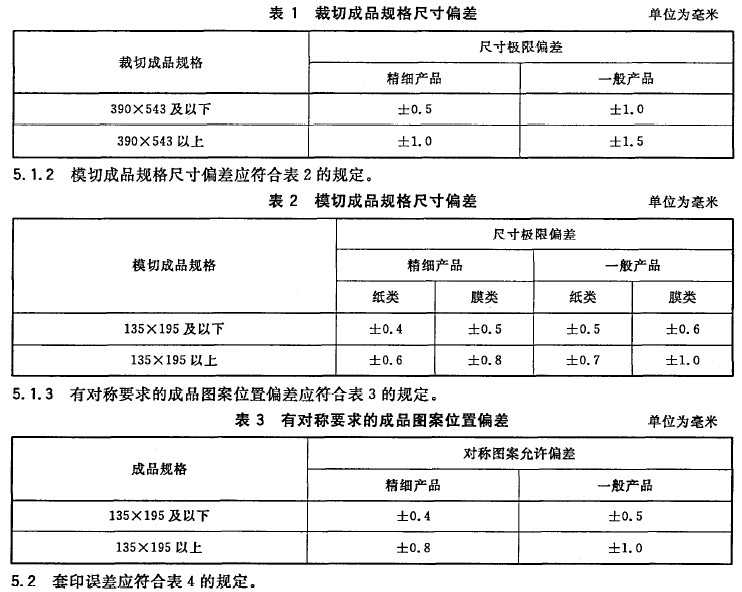
5.1 成品(pǐn)規格尺寸偏差應符合(hé)表1的規定。
5.4 印麵外觀
5.4.1 精細產(chǎn)品
5.4.1.1 成(chéng)品應整潔,無刮痕、汙漬、殘缺。
5.4.1.2 文字印刷應清晰完整,無殘缺變形(xíng),小於5.5P(7號)的字應不影響認(rèn)讀。注:P-point,1P約等於0.35mm。
5.4.1.3 網點應清(qīng)晰均勻,無(wú)殘缺。
5.4.1.4 印刷主要部位不能存(cún)在條痕、重影。
5.4.1.5 印刷主要部位不能有肉眼可見的汙漬點。
5.4.1.6 印刷色相應符合付印樣要求。
5.4.1.7 覆膜(mó)不能有皺折、氣泡等,覆膜層邊緣不(bú)可弄起。
5.4.1.8 電化鋁燙箔應平實、牢固、不變色、不(bú)糊版,應(yīng)無滊箔砂眼、殘缺、毛邊、劃傷。
5.4.1.9 上光應平(píng)實、牢固、不變色、無汙漬(zì)點。
5.4.2 一般產品
5.4.2.1 成(chéng)品應整潔,無明顯刮痕、汙漬、殘缺(quē)。
5.4.2.2 文字印刷應較清(qīng)晰完整,無明顯殘缺變形,小於5.5P(7號)的(de)字應不(bú)影響認讀。 注:P-point,1P約等於0.35mm。
5.4.2.3 網(wǎng)點應較清晰完整(zhěng),無明顯殘缺。
5.4.2.4 印刷主(zhǔ)要部位不能(néng)存(cún)在條痕、重影。
5.4.2.5 每件成品主要部位上不能有直徑(jìng)< 0.4mm的汙漬(zì)點(diǎn),直徑≤ 0.4mm的汙(wū)點不能超過3點(diǎn)。
5.4.2.6 印(yìn)刷色相應基本符合(hé)付印樣要求。
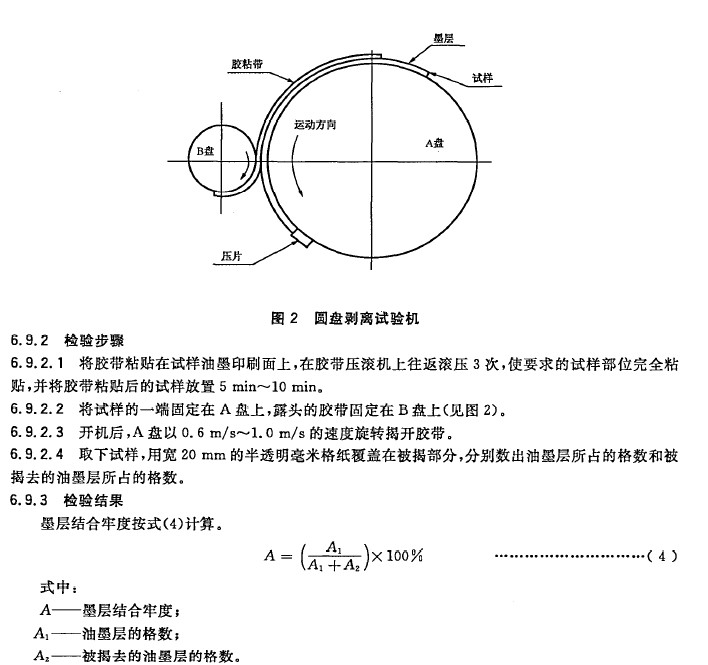
6.9 墨層結合牢度
6.9.1 檢驗裝置
6.9.1.1 試驗用膠帶(dài)的選擇應遵(zūn)照附錄A中的A.1規定。
6.9.1.2 膠帶壓滾機的要求見附錄A中的A.2.1。
7 檢驗規則
7.1 生產條件基本相同的同一品種、同一規(guī)格、同一生產周期(qī)的一組(zǔ)單位產品(pǐn)為(wéi)一批。
7.2 按GB/T2828.1檢驗抽樣方案規定進行抽樣。樣本(běn)單位為件。每批最低樣本抽樣數(shù)一般為5件。
7.3 不合格品的判定:每件產品按本標準的(de)規定進行檢驗,如有一項或一項以上技術指(zhǐ)標不符合要求,則該產品為不合格品。
7.4 不合格批的判定:每批產品按本標準的規定進行檢驗,其中有1件或1件以上產品為不合格品,則(zé)應加(jiā)倍抽樣複檢。如仍有1件或1件以上產(chǎn)品為不(bú)合格品,則該批不合格批。
8 標誌、包裝、運輸、貯存
8.1 標誌
每包橫(héng)頭上應貼檢驗合格標簽,注明用戶單位、產品(pǐn)名稱、品種規(guī)格、數量、生產企業名稱、生產日期及檢驗員代號等。
8.2 包裝
根據合同要求或按產品的體積、質量、數量用牢固的包裝紙和捆(kǔn)紮帶分(fèn)包捆紮、塑料袋或紙箱包裝。
8.3 運輸
運(yùn)輸(shū)中不能扔(rēng)、砸、踏,應防潮、防曝曬、防雨淋、防熱烤(kǎo)、防重壓及防(fáng)腐蝕氣、液體。
8.4 貯存(cún)
貯存環境要求通風防潮、防塵防曬、防油防黴、防腐蝕氣、液體,不能重壓。貯存期一般為自生產之(zhī)日起(qǐ)不(bú)超過6個月。

")

 上(shàng)一(yī)篇:
GB/T7707-2008凹版裝潢印刷品(免費下載(zǎi))
上(shàng)一(yī)篇:
GB/T7707-2008凹版裝潢印刷品(免費下載(zǎi))
 下一篇(piān):
無
下一篇(piān):
無

