產品谘詢熱線
139-2551-4280
0769-81330269
139-2551-4280
0769-81330269業資訊")
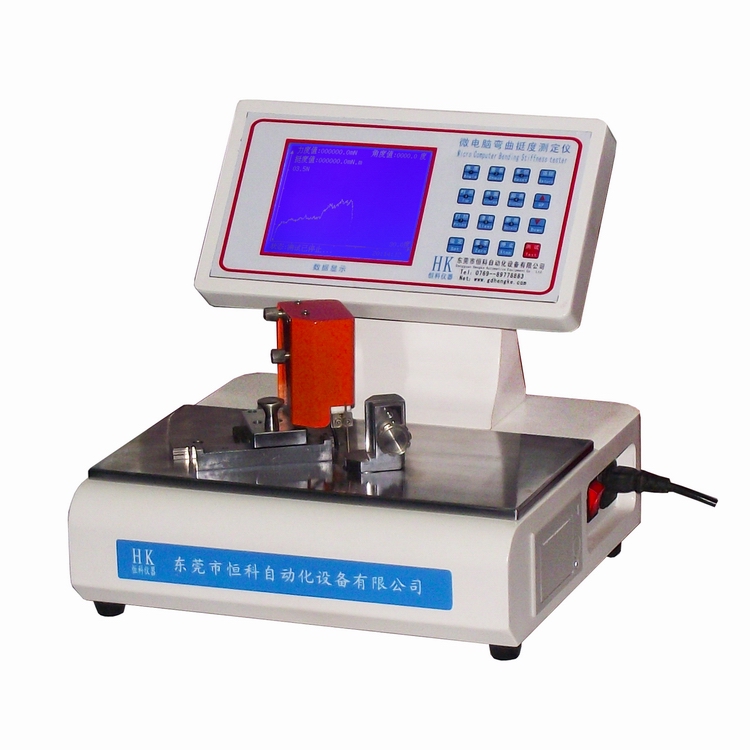
摘要:眾所(suǒ)周知折痕(hén)挺度是主要是用於(yú)測試紙(zhǐ)張、紙板折痕(hén)處的挺度強度測試,主(zhǔ)要針對於紙的折痕處是否符合出廠要求和符合使用企業的要求,是紙業包裝必不可少的檢測儀器。
在(zài)自動化不斷進步是(shì)現代,大部分(fèn)生產企業都(dōu)擁有(yǒu)高速的自動包(bāo)裝線,然(rán)而在生產的過程中(zhōng)往往會出現不符合要求的、不合格的紙盒(紙盒(hé)形狀不規則、彎曲及粘合不牢等表現)以及其他紙製品產品(pǐn),從而一而再地導致(zhì)降低生產效率。
企(qǐ)業麵臨(lín)的這(zhè)些問題,最終造成以上現象的原(yuán)因是紙板挺度和經過壓痕後(hòu)紙板的折痕力比例不適當(dāng)。研究(jiū)表明,影響紙板折成紙盒的(de)有效性的最主要因(yīn)素,就是在同一方向上測得的折(shé)痕挺(tǐng)度和紙板(bǎn)挺度之間的比例。
通常,將紙板MD方向上(shàng)的挺度折痕力比控製(zhì)在1.5至3之間,紙板CD方向上的挺度折痕力比控製在3至(zhì)7之間,可以(yǐ)收到預期較好的(de)包裝生產效率。
為了解決企業的問題,相關儀器(qì)生產廠家都進(jìn)行了(le)相關折痕挺度儀(yí)的研發(fā)和生產,本儀器模擬包(bāo)裝生(shēng)產過程的條件,測量紙板折痕力(lì)和彎曲挺度,根據測量(liàng)結果計算(suàn)出挺度折痕力比,從而有效判定實際(jì)包裝過(guò)程中包裝機所需設定紙盒的折痕力,最終(zhōng)避免紙盒彎(wān)曲及粘合不牢等情況。如:通常采取加深(shēn)壓痕深度的方(fāng)法降低(dī)折痕力,同時降低紙盒的向外張(zhāng)力;另外,選取最佳壓痕寬(kuān)度可以避免折痕。
以上(shàng)是(shì)對折痕挺度(dù)儀的一個淺談,希望對大家有點幫助,更加詳細的(de)資料可以直接(jiē)谘詢我司的技術工程部。
本文是由東莞恒科儀器技術部編輯整理,轉載(zǎi)需注明出處。
 上一篇:
紙張平滑度測定儀檔位的換算方法-印刷檢測(cè)儀器(qì)
上一篇:
紙張平滑度測定儀檔位的換算方法-印刷檢測(cè)儀器(qì)
 下(xià)一篇:
紙(zhǐ)張耐破與紙板耐破強度試驗機有什麽不同之(zhī)處
下(xià)一篇:
紙(zhǐ)張耐破與紙板耐破強度試驗機有什麽不同之(zhī)處

